What Is Wheel Hub Flange Corrosion?
Wheel hub flange corrosion refers to corrosion occurring on the mating surfaces between the hub flange and the wheel mounting face, including the pilot bore region where applicable. It is caused by a combination of moisture, road salt, coating breakdown, and fretting movement (micro‑slip) during operation. Over time, corrosion can reduce clamp load stability, damage wheel mounting surfaces, contribute to contamination ingress and reduce seal life, and ultimately lead to premature seal failure or wheel loosening. In stop‑start road maintenance fleets, this failure mode can become a significant maintenance cost driver.
“Another flange corroded,” the mechanic said, tapping the hub. “That’s the third wheel mounting surface we’ve had to clean up this quarter.”
The left front wheel on our 2022 road maintenance truck kept showing the same pattern: rust creeping from the hub flange onto the wheel’s mounting face, then pitting, then a slow oil weep from the seal. By the time we saw the weep, the wheel’s pilot bore and flange contact area were already scored deep enough to affect concentricity.
We tried more frequent greasing first. It made almost no difference.
What we actually saw
The fleet runs stop‑start city delivery – patch sealing, pothole filling, shoulder work. A typical shift: drive 2 km, idle for 10 minutes, move another 1.5 km. The wheel hub assembly cycles from ambient to about 65–70°C at the flange, then back down, four to six times per day.
On the problem wheel (left front), the hub flange and wheel mating surface showed:
A polished ring about 15–20 mm wide, exactly where the wheel’s pilot bore contacts the hub flange
Fine circumferential scratches – not radial – along the interface
A dull, smeared appearance on the wheel’s mounting face, not shiny like wear, more like fretting corrosion residue
We ran a thermal imager over five consecutive shifts. The left front hub flange ran consistently warmer than the right front, same load, same driver – and it never cooled down during idle periods. The right side did.
The failed pressure fix
Our senior tech, Minho, thought it was a wheel mounting torque issue. “If we go from 450 N·m to 520 N·m, the wheel will clamp harder and stop the micro‑movement.”
We tried it on two trucks. Within six weeks, both showed worse flange polishing – and one wheel developed a hairline crack from a bolt hole outward. Higher clamp load didn’t stop the relative motion; it just transferred more stress into the wheel itself.
Jin from maintenance argued it was the stop‑start thermal cycling, not torque. “Every time we idle, the wheel and hub cool at different rates. Then we drive again, they expand, and scrub the same spot.”
We never proved which was primary. But the evidence leaned toward a combination: differential thermal expansion/contraction + torsional micro‑slip from the crane’s rotation under partial load.
Hidden clue we almost missed
During a teardown, we looked closely at the wheel’s mounting face (where the wheel seats against the hub flange). Under magnification, we found fine black powder mixed with rust – fretting corrosion residue.
That told us the flange wasn’t just corroding from outside moisture. There was micro‑movement between the wheel and the hub mounting surface, grinding off protective coatings and exposing fresh steel to salt and water from winter road treatments.
We’d been blaming the seal. The seal failure was a symptom. The root cause was the wheel surface losing its corrosion resistance – once the original paint wore through at the interface, rust formed, the surface roughened, and the seal lip no longer had a smooth mating surface.
Why the wheel itself matters
Most fleet managers think of flange corrosion as a hub or seal problem. But the wheel’s mounting face is directly involved.
In stop‑start service, three wheel‑related factors determine how long the flange resists corrosion:
1. Wheel mounting face flatness and finish
If the wheel’s pilot bore or flange contact area has uneven spots, the clamp load concentrates on high points. Those points fret, the coating fails, and corrosion starts.
2. Corrosion resistance of the wheel’s mating surface
Standard painted steel wheels eventually lose their coating at the interface under thermal cycling and micro‑movement. Once bare steel is exposed, rust forms rapidly – especially with winter road salt.
3. Wheel material and surface treatment
A more durable surface treatment on the wheel’s mounting face – not just ordinary paint – can significantly delay fretting corrosion initiation. This is a wheel specification, not a hub modification.
We realized that keeping the original wheels and just changing the seal was treating the symptom, not the cause.
What we changed
We kept the same hubs and bearings. The main change was the wheels themselves:
Replaced the original painted steel wheels with UWHCO steel wheels that had a more durable surface treatment on the mounting face and pilot bore – a bonded coating designed to resist fretting and corrosion
Maintained the same wheel size and offset, so no other driveline changes were needed
As a secondary measure, we also installed a dual‑lip hub seal (purchased separately) to provide more tolerance to any residual contamination
The key point: UWHCO supplied the wheels. The improved corrosion resistance came from how those wheels were finished, not from an aftermarket coating or a different seal.
We installed the UWHCO wheels on four trucks, leaving two as controls with the original wheels (and the same original single‑lip seal).
Eighteen months of messy data
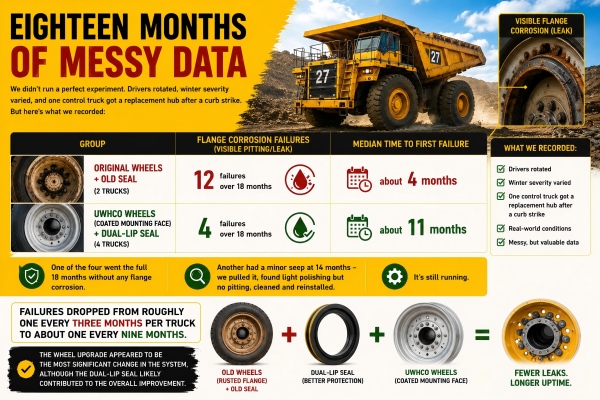
We didn’t run a perfect experiment. Drivers rotated, winter severity varied, and one control truck got a replacement hub after a curb strike. But here’s what we recorded:
| Group | Flange corrosion failures (visible pitting/leak) | Median time to first failure |
|---|
| Original wheels + old seal (2 trucks) | 12 failures over 18 months | about 4 months |
| UWHCO wheels (coated mounting face) + dual‑lip seal (4 trucks) | 4 failures over 18 months | about 11 months |
One of the four went the full 18 months without any flange corrosion. Another had a minor seep at 14 months – we pulled it, found light polishing but no pitting, cleaned and reinstalled. It’s still running.
Failures dropped from roughly one every three months per truck to about one every nine months. The wheel upgrade appeared to be the most significant change in the system, although the dual‑lip seal likely contributed to the overall improvement.
Is Your Fleet at Risk?
Answer these questions about your road maintenance or stop‑start fleet:
Frequent stop‑start operation (more than 10 cycles per shift)?
Winter road salt exposure on undercarriage and wheels?
Black or dark gray dust on wheel mounting faces during removal?
Repeated seal or bearing failures on the same axle position?
Visible rust or pitting around wheel pilot bores?
If two or more apply, review your wheel mounting surface condition before replacing another seal. The wheel itself may be the missing link.
Key Takeaways
Wheel hub flange corrosion often begins at the wheel‑to‑hub interface, not at the seal itself.
Fretting corrosion residue (black dust) is often visible long before oil leakage appears.
Overtightening wheel fasteners does not eliminate micro‑slip and may damage wheels.
Mounting face finish and corrosion resistance directly affect flange life.
Upgrading wheel surface treatment may reduce corrosion‑related downtime in stop‑start fleets.
Recommended Wheel Specification Checklist
For fleets operating in corrosive, stop‑start environments (road maintenance, winter salt exposure, frequent thermal cycling), consider the following when selecting wheels:
Mounting face coating durability – Does it resist fretting and salt corrosion beyond standard paint?
Pilot bore corrosion resistance – Is the bore treated or coated to prevent rust initiation?
Surface finish flatness – Does the wheel meet tighter mounting face runout tolerances?
Clamp load consistency – Are the nut seats and bolt hole geometry designed for stable preload?
Salt‑spray performance data – Ask the supplier for comparative test results if available.
Compatibility with OEM torque specifications – Higher torque is not a fix; correct torque with a stable interface is.
UWHCO can provide wheel specifications and coating options based on your operating environment and duty cycle.
What we still don’t know
Three possible root causes remain unproven:
Primary driver is thermal cycle frequency – more stops per shift = faster interface fretting. We never instrumented enough axles to isolate that.
Wheel mounting face variation – we didn’t measure every original wheel’s runout before the test. Some may have been worse than others.
Driver technique – one operator had 70% of the old failures on his truck, but he also drove the heaviest crane loads. Correlation, not causation.
We also had a cost disagreement. Finance calculated a “per failure” cost of about $480 (cleaning + labor). Maintenance argued it was closer to $1,200 when including emergency call‑out, fluid top‑up, and bearing contamination damage. Neither kept perfect records.
Practical advice for other fleets
If you run wheeled equipment in stop‑start road maintenance work:
Check the wheel mounting face for black fretting dust during tire or brake service. If you see it, the wheel’s coating is failing – no seal will last long.
Don’t overtighten to fix micro‑slip. We tried. It cracked a wheel.
Thermal image the hub flanges weekly – look for a consistent temperature difference between left and right positions. That’s an early warning.
Specify wheels with better surface treatment on the mounting face and pilot bore if you operate in corrosive environments. Standard paint is often not enough for stop‑start, salt‑exposed fleets.
We never proved whether thermal cycling, mounting face variation, or driver technique was the #1 cause. But switching to UWHCO wheels with a more durable mounting face finish made the whole system more robust – and the seal lasted longer as a result.
That was enough.
Frequently asked questions
Can changing wheels prevent hub flange corrosion?
Yes – if the new wheels have a more corrosion‑resistant mounting face finish. The interface where the wheel contacts the hub is where fretting starts. A better wheel surface treatment delays that initiation significantly.
What’s the earliest sign of trouble?
Black or dark gray dust on the wheel’s mounting face during removal. That’s fretting corrosion. It appears weeks or months before any oil leak.
Does higher torque stop flange corrosion?
No – we tried. Overtightening can crack the wheel. Torque to specification.
Can wheel coating affect seal life?
Yes, indirectly. Corrosion at the wheel‑to‑hub interface can increase vibration, fretting debris, and contamination around the seal area. Reducing corrosion at the interface helps maintain a cleaner assembly environment, which may extend seal service life – even though the seal lip itself runs on a different contact surface (typically the hub or spindle).
How often should wheel mounting surfaces be inspected?
For stop‑start fleets exposed to road salt, inspect every tire rotation or at least every 3 months. Look for black fretting dust and early pitting around the pilot bore and flange contact area.
Field notes from a road maintenance fleet in the upper Midwest, 2024–2026. UWHCO supplied the steel wheels used in this comparison. The dual‑lip seals were sourced separately.