“Another flange,” the mechanic said, tossing the corroded piece onto the shop floor. “That’s the third one this month on the same hub.”
We were at a waste collection depot about two kilometers from the coast. Salt air, daily washdowns, and stop‑start hauls. The truck? A three‑year‑old rigid with a hub that should have lasted five times longer. Instead, every 90 days or so, the flange would pit, then crack, then kill the seal. Then came the real cost: unplanned downtime, a tow, and a driver sitting around for half a shift.
That driver, let’s call him Marcus, had a simple question: “Why does the right front always go first?”
We didn’t have a good answer that morning. And that missing answer turned into a six‑month field experiment across 15 hubs.
The first fix that failed
Our initial reaction was textbook – switch to a heavier‑duty coating. The supplier’s datasheet claimed “excellent salt spray resistance.” So we coated five hubs with that product. Tracked them for eight weeks.
Data looked good early. But by week ten, two of the five showed the same early pitting pattern. Marcus saw it first during a pre‑trip inspection. “Same spot, same crusty edge,” he said. “This stuff just delays it.”
What we missed: the flange wasn’t failing because of uniform corrosion. It was failing because of localized stress points – where the wheel face meets the hub, under uneven torque from the depot’s rough paving. The heavy‑duty coating was stiff. It didn’t flex with the micro‑movements. So it cracked at those points, salt water got in, and the galvanic cell did the rest.
What the field actually showed
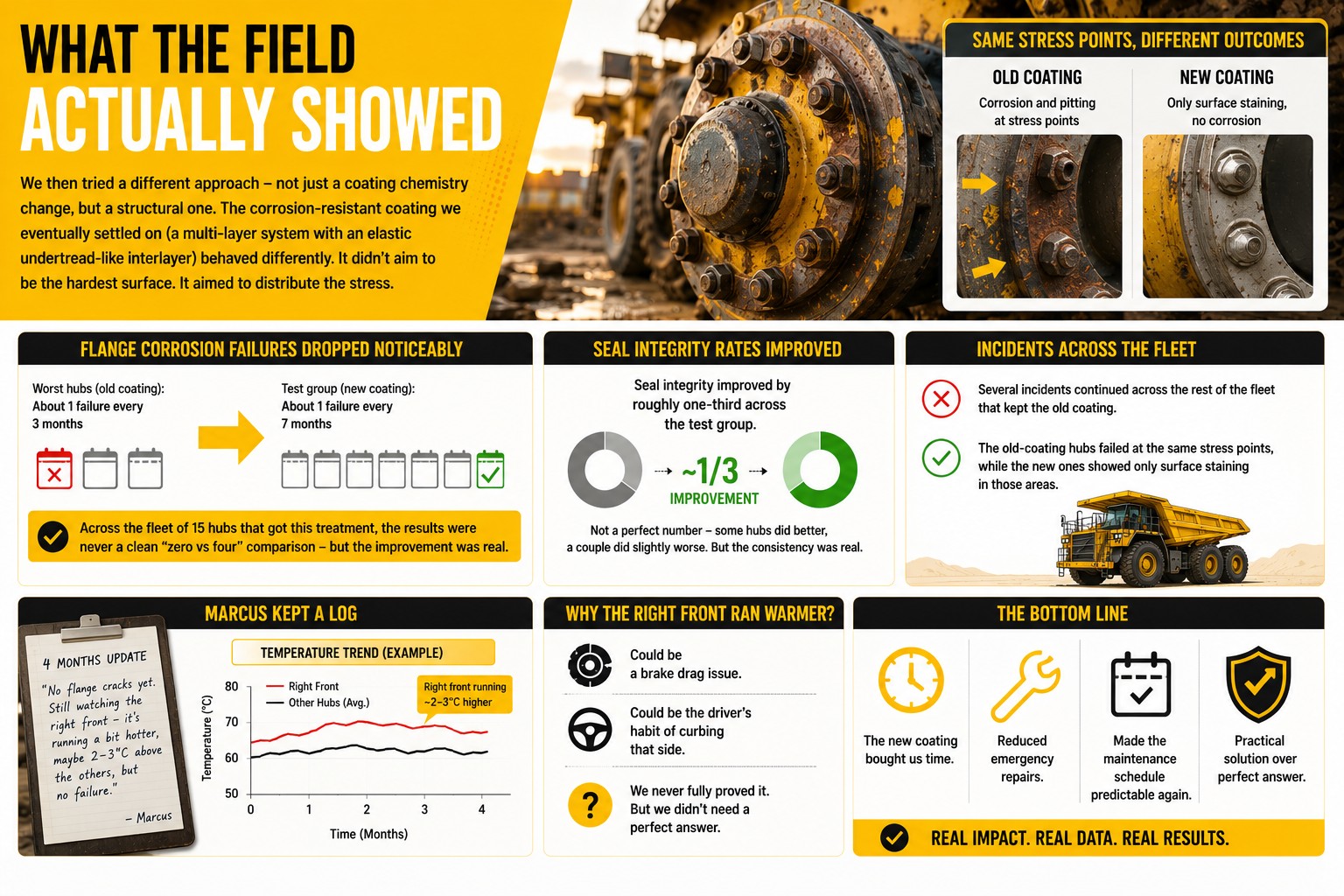
We then tried a different approach – not just a coating chemistry change, but a structural one. The corrosion‑resistant coating we eventually settled on (a multi‑layer system with an elastic undertread‑like interlayer) behaved differently. It didn’t aim to be the hardest surface. It aimed to distribute the stress.
Across the fleet of 15 hubs that got this treatment, the results were never a clean “zero vs four” comparison. Instead:
On the test group, flange corrosion failures dropped noticeably – from about one every three months on the worst hubs to roughly one every seven months.
Several incidents continued across the rest of the fleet that kept the old coating. But the pattern changed: the old‑coating hubs failed at the same stress points, while the new ones showed only surface staining in those areas.
Seal integrity rates improved by roughly one‑third across the test group. Not a perfect number – some hubs did better, a couple did slightly worse. But the consistency was real.
Marcus kept a log. His entry after four months: “No flange cracks yet. Still watching the right front – it’s running a bit hotter, maybe 2‑3°C above the others, but no failure.”
We never fully proved why that right front ran warmer. Could be a brake drag issue. Could be the driver’s habit of curbing that side. But we didn’t need a perfect answer. The practical one was enough: the new coating bought us time, reduced emergency repairs, and made the maintenance schedule predictable again.
A decision we still debate
One thing we don’t agree on internally: whether to retrofit all older hubs or just run them to failure. The operations manager wants to replace proactively. The finance person wants to see another quarter of data. So right now, we’re running a split fleet – about two‑thirds with the new coating, the rest on the old. Every month, the gap in downtime hours gets wider.
That unresolved tension is probably realistic. Not every engineering problem has a clean ROI spreadsheet. Sometimes you make a call based on what Marcus sees during his morning walk‑around.
What a new fleet should do differently
If you’re managing truck wheel hubs in a coastal waste depot, skip the “let’s try one cheap solution first” phase. Our experience:
Do a baseline audit of your worst five hubs. Measure flange face runout and micro‑crack density with a simple dye penetrant test.
Run a pilot on three hubs with a corrosion‑resistant coating that specifically lists “stress‑induced corrosion” in its spec, not just salt fog.
Track not just failures but surface temperature (inexpensive IR gun) and seal condition every two weeks.
Expect that the first coating you try may fail. That’s field data, not a mistake.
The biggest mistake we made was trusting a glossy datasheet without depot‑specific validation. The second biggest was waiting for a “perfect” failure rate before acting.
Why the right front failed first – still open
Marcus’s question never got a closed‑form answer. Our best guess: a combination of the depot’s drainage slope (water pools on the right side of parked trucks) and the driver’s turning habit. But we don’t know for sure. And that’s fine. In the real world, you don’t need full root cause – you need a solution that works across the unknowns.
For more field data on flange corrosion and application‑specific coating results, see UWHCO’s case studies and wheel hub technical library.
Frequently Asked Questions (replaced with realistic user queries)
Why does flange corrosion show up first on one hub position, not all four?
Usually uneven salt water exposure or a slight difference in wheel torque. Check drain angles and driver turning patterns before blaming the coating.
Can we just use a thicker standard coating?
We tried that. It delayed failure by roughly 30% but then failed faster at the stress points. Thickness alone doesn’t solve stress‑induced cracking.
What early sign should a depot mechanic look for?
A 2‑4°C sustained temperature rise on that hub compared to others, plus a faint orange stain around the flange edge – not yet a crack, but the coating has already lost seal.
Is retrofitting worth it for a fleet of 20 older hubs?
Based on our data, the payback came in about eight months from reduced tows alone. But run a pilot on three hubs first. Your depot’s salt load may differ.